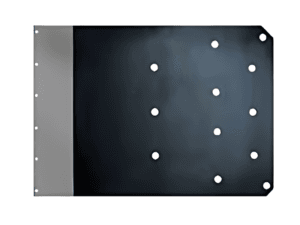
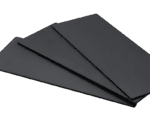
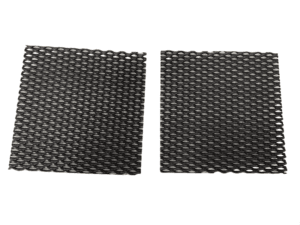

Aluminum Foil Anode for Titanium
Product Specifications
| Current density | 400-1000A/m² |
|---|---|
| Application medium | Ethanedioic acid press, ammonium citrate, phosphoric acid and other solution systems |
| Lifespan | 18 months or more |
| Scope of use | Low-voltage, medium-voltage and high-voltage chemical foils |
| Coating system | Iridium-tantalum coating (low oxygen precipitation overpotential) |
| Operating temperature | Less than 50°C |
| Size | 5*500*1500mm |
| Performance Parameters | Reinforced weightlessness: ≤10mg,Polarization rate: ≤40mV,Oxygen separation potential: <1.40V,Test conditions: 1mol/L H₂SO₄ |
Characteristics and advantages of anodes for aluminum foil formation
1. Has high corrosion resistance characteristics
2. Longer service life
3. Low voltage, saving energy consumption
4. After losing surface activity, titanium substrates can be reused
5. Can operate at higher current densities
Preparation process of aluminum foil anode plate
1. Pre treatment of titanium substrate
1.1 Material selection: Industrial pure titanium (TA1, TA2) or titanium alloy should be selected, with high purity and low impurities (especially Fe, C, etc.) required.
1.2 Mechanical processing: cutting, stamping, or welding into the desired shape (plate, mesh, tube, etc.).
1.3 Surface treatment:
Sandblasting: increases surface roughness and enhances coating adhesion.
Acid washing: Use hydrochloric acid or oxalic acid to remove the oxide layer and form a uniform rough surface.
Ultrasonic cleaning: Remove residual particles and grease (acetone or alcohol cleaning).
2. Coating preparation
2.1 Preparation of coating solution:
Precious metal salts: such as RuCl ∝, IrCl ∝, etc
Solvent: Hydrochloric acid, n-butanol or isopropanol, adjust viscosity and stability.
Additives: oxides such as Ti, Sn, Ta can enhance stability.
2.2 Coating process:
Brush coating/spray coating: such as RuCl, IrCl, etc
Drying and oxidation: Sintering in stages in a muffle furnace to decompose metal salts into oxides (such as RuO, IrO).
Repeated coating: Multiple coating sintering (usually 5-10 times) to achieve the target coating thickness (in micrometers).
3. Post processing and performance optimization
3.1 Preparation of coating solution:
Activation treatment: Electrolytic activation (such as electrification in dilute sulfuric acid) enhances catalytic activity.
Annealing: Improve coating crystallinity and adhesion (optional)
Welding: Weld terminal posts, etc. as needed
Assembly: Assemble as needed
4. Quality inspection
4.1 Preparation of coating solution:
Physical properties: SEM/EDS analysis of coating morphology and composition, XRD detection of crystal structure.
Accelerated life test: Test under high current density in sulfuric acid or saline solution until the voltage suddenly rises.
Polarization curve: Evaluating catalytic activity.
Adhesion test: tape method or scratch method.
4.2 Key Control Points
Key control points: Coating uniformity · SEM/EDS analysis of coating morphology and composition, XRD detection of crystal structure.
Sintering temperature: Test at high current density in sulfuric acid or saline solution until the voltage suddenly rises.
Substrate cleanliness: Evaluate catalytic activity.